A004-聚乙烯(PE)材料无溶剂复合工艺控制要点
聚乙烯(PE)材料在复合软包装中应用非常广泛,在应用无溶剂复合工艺时,会呈现一些与在其它复合工艺中不同的问题,要特别注意进行工艺控制。
一、 PE无溶剂复合常见工艺问题
PE无溶剂复合工艺控制不好时,常常出现如下情况:
1、 制袋时,袋的表面非常滑,袋不好收
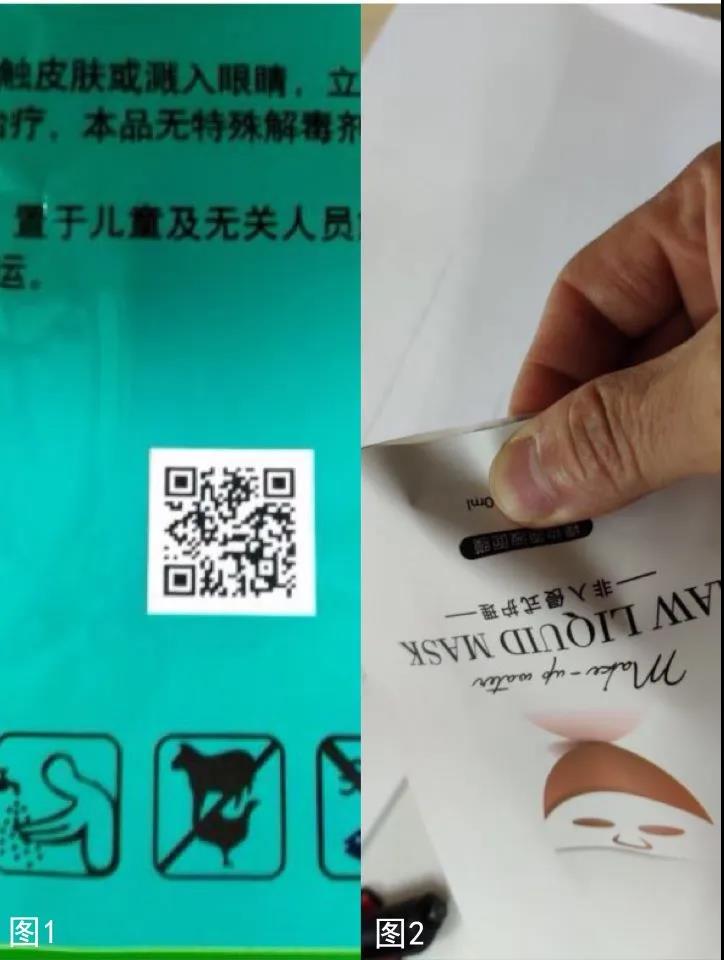
2、 打码困难(图1)
3、 卷料上自动包装机时机速不能快
4、 袋无法开口(图2)
二、 主要原因
上述问题表现形式不同,原因各有不同,最集中的原因是无溶剂胶水中的聚醚成份会与薄膜中的爽滑剂反应,使得已析出到聚乙烯薄膜热封面的爽滑剂成份大量向内或外迁移,熟化后造成复合膜摩擦系数偏大。这种情况在PE较薄的时候更容易发生。
这些问题常常令操作和工艺管理人员困扰和头疼。
多数情况下,PE工艺问题并不是单一因素作用的结果,而是常与几种因素密切相关,这些因素包括熟化温度、涂胶量、收卷张力、PE本身组成和胶黏剂特性等。
三、 控制要点及方法
上述PE复合工艺问题的解决主要聚焦摩擦系数偏大,可以通过下表几种方法来调节和控制。
| 序号 | 控制因素 | 控制要点 | 备注 |
| 1 | 复合与熟化的温度 | 复合与熟化的温度适当,通常设定在35-38℃。 | 复合与熟化的温度对摩擦系数的增加对非常敏感,温度越高,无溶剂胶水与薄膜中的爽滑剂反应越剧烈。适当温度内可保证摩擦系数适合,又不影响剥离强度。 |
| 2 | 收卷松紧度 | 在保证无卷芯皱、复合材料熟化后表面无气泡情况下,收卷张力尽可能地小。 | |
| 3 | 上胶量 | 保证剥离强度前提下,把上胶量控制在比下限值略高。 | |
| 4 | 原材料聚乙烯(PE)薄膜 | 1、适当多添加爽滑剂或掺入适量的无机类的开口剂,如:二氧化硅微粉。2 、改变聚乙烯爽滑剂成分,采用硅酮母粒代替酰胺类,酯类爽滑剂。 | |
| 5 | 合适的胶黏剂 | 可选择专门针对摩擦系数的胶黏剂型号。 | 现无溶剂胶黏剂可分为聚醚型和聚酯型两种。无溶剂胶水中的聚醚成份会与薄膜中的爽滑剂反应,不是说无溶剂复合聚乙烯(PE)时聚醚型的胶黏剂不能用,聚酯型的胶黏剂一定行。胶黏剂是一种组合性配方。 |
此外,在实际生产中偶尔还会碰到摩擦系数偏小的情形,要根据具体情况做一下与上述措施相反的操作。
(供稿 贺勇)